
NFORMATION
- 00
0000-00
Nucor Opens $440M Rebar Micro-Plant in North CarolinaNucor launches $440M rebar micro-plant in Lexington, NC, boosting annual capacity by 430,000 tons to serve East Coast construction demand with recycled steel.
- 00
0000-00
South Africa Steel Import Tariffs Rise 10-30% to Protect IndustrySouth Africa increases steel import duties (10-30%) on flat-rolled products, pipes & rebar to protect domestic industry amid production decline.
- 00
0000-00
European Hot-Rolled Coil Market Decline: April 2026 TrendsApril 2026 saw declining domestic HRC prices in Europe (-1-2%) while imports surged 16.5%. Explore US/China price hikes, EU demand weakness, and CBAM impacts on steel market dynamics.
- 00
0000-00
Nucor, Gerdau, Optimus Raise US Rebar Prices by $30/TonMajor US steel producers Nucor, Gerdau, and Optimus announce $30/ton rebar price hikes, following CMC's lead. New surcharges apply to orders after May 5.
- 00
0000-00
European Carbon Prices Hit €74-76/Ton Since Mid-AprilEuropean carbon prices (EUAs) reached €74-76 per ton since mid-April, reacting to energy price fluctuations and policy changes. Learn about the latest market trends.
- 00
0000-00
Eurometal has called for urgent support for the European steel industryEurometal and 300+ companies urge fast EU action to protect the European steel industry from imports, high energy costs and deindustrialization.






0000-00
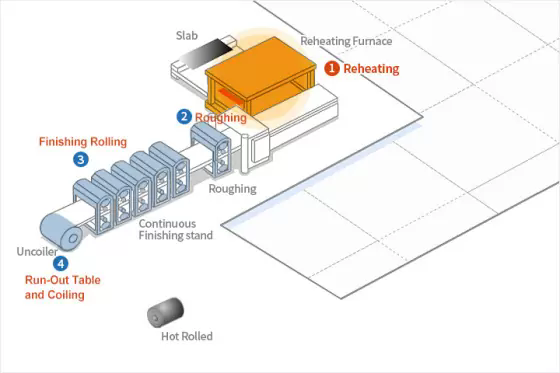
Hot Rolled Steel
1. Reheating: Hot rolled coils pass through a pickling line, where scale breaker machines and hydrochloric acid solutions are used to remove any surface scale and/or oxide film that which causes surface flaws during the final stage of cold rolled steel processing.
2. Roughing: In this process, slabs whose surface scale share has been removed are made into rolled materials with the proper shape, thickness, and width. In the entry and exit area of the roughing mill, an edger rolls the strip in the width direction using an Automatic Width Control (AWC) system.
3. Finishing Rolling: The purpose of finishing rolling is to adjust the thickness and width of a coil to the specified dimensions and to produce a smooth surface and shape at the desired finishing temperature appropriate for its intended use. Our up-to-date equipment, including Work Roll Shift Mills, Pair Cross Mills and On-line Roll Grinders (ORG), enhances plant productivity and improves the quality of the finished coils by controlling the crown shape.
4. Run-Out Table and Coiling: Steel strips, after the finishing mill, are passed to the run-out table where they are coiled. While being rolled on the table, the strips are sprayed with water to cool them to the proper temperature for coiling.
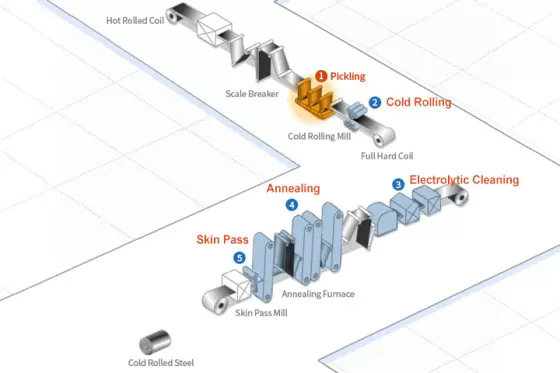
Cold Relled Steel
1. Pickling: Hot rolled coils pass through a pickling line, where scale breaker machines and hydrochloric acid solutions are used to remove any surface scale and/or oxide film that which causes surface flaws during the final stage of cold rolled steel processing.
2. Cold Rolling: Pickled coils are cold rolled in tandem mills to a specified thickness, typically 40 to 90%, of original material dimensions. Fully automated shape adjustment is ensured through state of the art process machinery.
3. Electrolytic Cleaning: The purpose of electrolytic cleaning is to remove lubricant oil and contaminants on the cold rolled steel prior to the annealing process.
4. Annealing: This is a highly productive manufacturing method whereby steel products with extra deep drawing qualities and high tensile strength can be produced. Two annealing methods are commonly used: batch annealing and continuous annealing.
5. Skin Pass: This final rolling process is performed in order to remove minor surface defects such as stretch marks and to produce a smooth, lustrous surface. Skin Pass results in a further thickness reduction of about 1%.
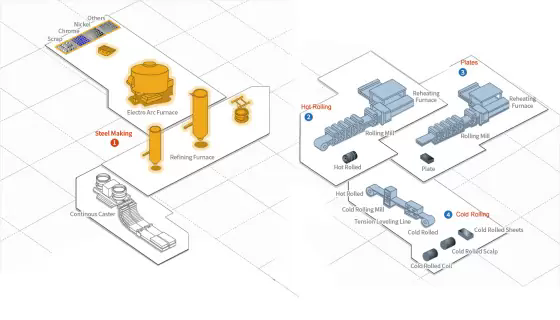
Stainless Steel
1. Steel Making: Steelmaking has the greatest impact on the quality and cost of steel products. We has state-of-the-art AOD, VOD and continuous casting facilities..
2. Hot Rolling: Slabs made in the steelmaking plant are rolled into black coils of highly refined thickness and shape before being made into white coils to the needs of customers through heat treatment, pickling and finishing in the annealing and pickling plant. White coils so produced are used for cold rolling, pipes and sheets.
3. Plates: Slabs produced at the steelmaking plant undergo rolling, heat-treatment and a pickling process, which are then cut into sizes as ordered and delivered to the customer. Thick plates are used by the heavy chemical industries that require corrosion resistance, such as petrochemicals, power plant facilities, paper manufacturing and special shipbuilding.
4.Cold Rolling: JIUkuang is equipped with 20 high cluster mills, bright annealing line, TLL (Tension Leveling Line), AFC (Automatic Flatness Control), AGC (Automatic Gauge Control), which enable the production of cold rolled products of 0.1-3.0mm in thickness and up to 1580mm in width in various shapes and surface treatment.
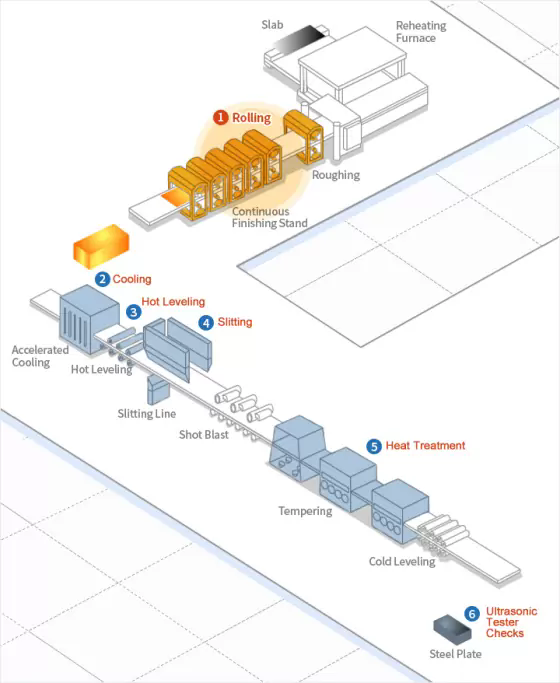
Steel Plate
1. Rolling: The 4-high reversible finishing mill with the maximum load of 7000 tons minimizes internal defects even inly thick plates. Automatic gauge control and shape control systems can reduce not only the thickness deviation of plates but also improve the flatness.
2. Cooling: The cooling system enables the production of high strength steel without heat treatment through rolling and accelerated cooling. Using the mist cooling method with suction type, the system has a high cooling capacity and is able to maintain a uniform temperature gradient in the widthwise direction. This leads to a reduction of plate quality deviation.
3. Hot Leveling: The hot leveler is used to make superior quality flat plates by eliminating residual stress left on rolled plates.
4. Slitting: After passing through the cooler, the plates undergo a dimensional accuracy inspection and then cut into appropriate width and length according to plate grade and thickness using either mechanical shearing machine or flame planner. To obtain a higher degree of dimensional accuracy in products, production conditions are determined by such factors as the air knife gap and the nozzle size of the gas torch.
5. Heat Treatment: To attain the plate structure demanded by customers, plates undergo heat treatment after having the scale removed by shot blasters. The heat treating facilities are of a non-oxidizing radiation tube type, which produces scale-free heat-treated plates.
6. Ultrasonic Tester Checks: The ultrasonic tester checks for blow holes, pipes, and laminations and other internal defects. This test is performed to guarantee the internal quality of plates demanded by customers.
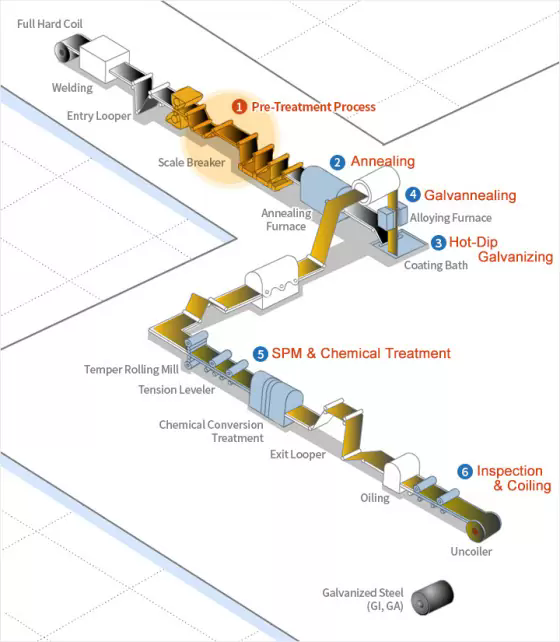
Galvanized Steel
1. Pre-Treatment Process: Some rolling oil and other contaminants remain on the surface of cold rolled steel sheets following processing. These are removed by passing the electrically charged sheet through an alkaline solution which induces an electrochemical reaction.
2. Annealing: The material properties of the pre-treated steel sheet can be altered and improved through recrystallization during the annealing process.
3. Hot-Dip Galvanizing: After passing through the annealing furnace, steel sheets are dipped into a zinc pot where molten Zn is coated onto the surface. The desired coating weight is achieved by removing excess zinc before solidification with high-pressure air from an air knife.
4. Galvannealing: The surface of a steel sheet, after the air knife, can be coated with a zinc compound prior to reheating in an annealing process. Zn atoms diffuse into the Fe to create a Zn-Fe series alloy.
5. SPM & Chemical Treatment: In order to achieve a flat surface and an elegant finish, the steel sheet is processed with a skin pass mill. In order to prevent the white rust, which often forms on the surface of activated zinc, and to improve corrosion resistance, the surface is coated with a Cr-free resin.
6. lnspection & Coiling: In order to achieve a flat surface and an elegant finish, the steel sheet is processed with a skin pass mill. In order to prevent the white rust, which often forms on the surface of activated zinc, and to improve corrosion resistance, the surface is coated with a Cr-free resin.
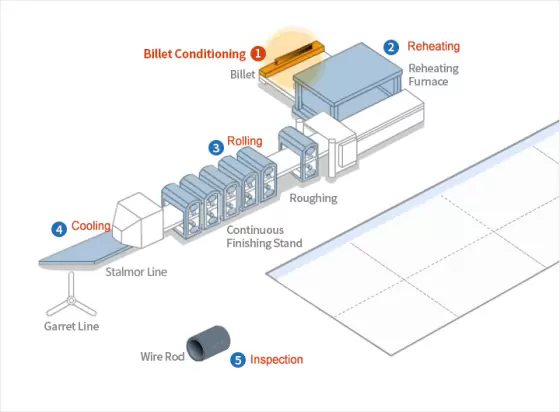
Wire Rod
1. Billet Conditioning: This process is intended for checking the surface quality of billet and removing any defects. Shot blast is used to remove any scale from the surface. Magnet particle testing and visual inspection are also used to identify any defects which must be removed using a grinder. Ultrasonic testing and dimension and geometry checking are also applied as part of the internal quality assurance process.
2. Reheating: The temperature within the furnace and the duration of reheating depend on where the product will be used. To avoid decarburization, which can affect the surface quality of the product, a billet is pre-heated sufficiently at a low temperature before being rolled within the reheating furnace. For this purpose, the fuel and air ratio are strictly controlled.
3. Rolling: The temperature, draft and speed of deformation with which the product is rolled are controlled to meet customer requirements for material features. Further measures to ensure the surface quality include the adjustment of roll roughness and gap, detection of any cracks and dimension correction.
4. Cooling: Coiling temperature at the laying head, the air flow and movement speed of the blower on the cooling bed and the cooling speed of the insulation cover are controlled to ensure that the product has the features required for each application. High carbon steel Wire rods are subject to fast cooling to achieve the microstructure required for successful drawing while low carbon steel is subject to slow cooling to ensure that the product provides the softness required for the customer to eliminate an annealing process.
5. Inspection: Samples are taken from the front and rear edges of the product after rolling and cooling for testing to identify any defects in the dimension or surface or material integrity. Packaging and tagging are also inspected according to customer requirements prior to shipping.
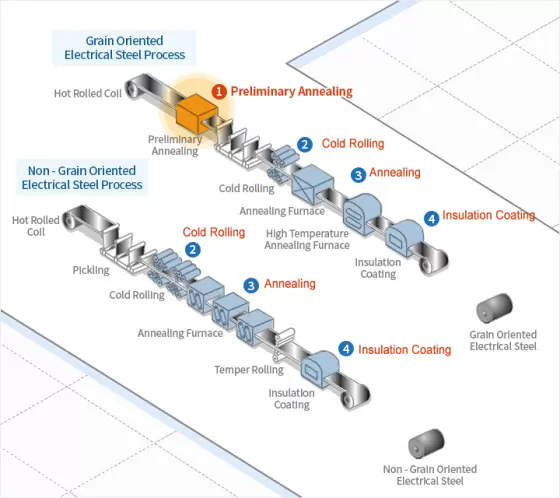
Electrical Steel
1. Preliminary Annealing: During the preliminary annealing process, a scale which may have formed on the hot rolled steel is removed as delayed passing through scale breaker and a hydrochloric acid bath. This initial heat treatment process improves the cold rolling properties of steel as well as its magnetic properties.
2. Cold Rolling: In order to obtain specific thickness and material properties, a reduction ratio of 40-90% is applied normally. Rolling and edge trimming machines are automatically controlled to obtain uniform thickness and width.
3. Annealing: Annealing is a process in which cold rolled structures are converted to a recrystallized structure through heat treatment. For grain oriented electrical steel, two different annealing methods are available: decarbonization annealing and high-temperature annealing. Decarbonization annealing removes excess carbon from the steel and applies a MgO coating. High-temperature annealing produces secondary recrystallized structures having superior magnetic properties.
4. Insulation Coating: In this process, insulation coating is applied by a continuous coater roll in order to minimize eddy current losses, which are proportional to the sheet thickness. A series of coaters are used to apply insulation coating liquid to the top and bottom of a plate. Grain oriented electrical steel has two layers of coating, a base coating of dark brown Forsterite (Mg2SiO4) as the main ingredient and a transparent insulating coating containing phosphates. For non-oriented electrical steel, various coating methods with various thicknesses and ingredients are used depending on end usage and specific user’s requirements.
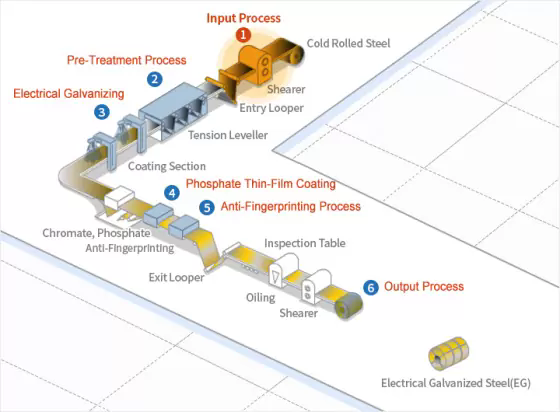
Electrical Galvanized Steel
1. lnput Process: Equipment at the entry point of the electrogalvanizing line consists of a pay-off reel, a shearing M/C, a welding M/C, a looper and a tension leveler. The pay-off reel transports stacked or cold rolled steel materials to the shearing machine which cuts and connects them in preparation for welding. Then comes the welding.
2. Pre-Treatment Process: An electrolytic cleaning line consists of an electrolysis tank, an acid bath and a rinse tank to remove contaminants and oxide films from the surface of the steel before electroplating.
3. Electrical Galvanizing: The CAROSEL method, among other electric galvanizing, involves the plating of one side at a time by means of a conductor roll. This process produces two-sided, single-sided, differential-sided plated sheets. There is also the horizontal type where two sides of a sheet are plated at the same time to produce a two-sided plated sheet.
4. Phosphate Thin-Film Coating: A phosphate thin-film is applied to the surface of the zinc layer through chemical or electrochemical reactions. The film is intended to provide temporary anti-corrosion protection and to generate a secure painting substrate.
5. Anti-Fingerprinting Process: An organic, inorganic or organic-inorganic hybrid film is applied to the surface of sheet steel in order to supplement its corrosion resistance and to enhance desirable properties such as resistance to fingerprint marks and workability.
6. Output Process: The exit point of the line includes an output looper, tension reel, and an automatic packaging line to protect the products after coil winding.


